






在紫砂壶的收藏中,经常听到“全手工”、“半手工”等说法,很多人也很迷信全手工,有很多技巧、攻略教人怎么辨别全手工。这些都涉及到紫砂壶的成型技术。
在相关典籍的记载中,紫砂壶最初的成型技术,是始制紫砂壶的金沙寺僧的手捏成胎法,他将制作陶缸陶瓮的细土,加以澄练,手捏成胎,规而圆之,再将中间挖空,制成壶的样子,供春就这样跟他学,淘细土,抟捏壶胎,用汤勺挖空。
但陶壶鼻祖供春改进了这种手捏制法,他“指掠内外”“胎必累按”,并“斫木为模,削竹为刃”,也就是学习日用陶的成型办法而应用木模。
而到时大彬时,“时悟其法则又弃模”,他改进了供春“斫木为模”的制法,把打身筒成形法与镶身筒成形法结合起来,由此确定了紫砂壶泥片镶接成形的基本方法,是紫砂壶制法的一大飞跃。
这种特殊的成型工艺完全改变了日用陶的制作方法,不用模子,也不同于瓷器的辘轳拉坯,而是用泥条镶接拍打,凭空成型,就是今天人们所说的“打身筒”和泥片镶接成型的“镶身筒”。

(吴界明——大彬六方)
几百年来,这种脱胎换骨的技艺革命至今为紫砂艺人薪传不绝,也必将绵泽久远。今天我们在市场上所见“紫砂壶”的成型技法,可分为“全手工”、“半手工”、“拉胚壶”和“灌浆壶”四种,其中真正的紫砂泥很难用于“拉胚壶”和“灌浆壶”,因此它们属于“假紫砂”。
而对于“全手工”与“半手工”的分法也有些业内人士不以为然,因为真正空手而制成的“纯手工”壶少之又少。
现在制壶即使所谓“全手工”也往往用模具校准,与“半手工”的差别在于对模具的运用比例,但这个比例也无定论。下边还是以一般的市场认识对这些成型技法加以介绍。
“灌浆壶”和“拉胚壶”灌浆壶用的泥料目数极细,至少要200目以上(风化好的紫砂矿经过粉碎后,要过筛,筛子的网孔就是我们通常所说的“目”,指筛子每平方厘米所能容纳的网孔数目,比如60目指的就是一平方厘米的筛子有60个网孔。目数越高,泥料越细)无颗粒成分 —紫砂泥的特点就是泥中丰富的砂粒,很难炼出灌浆壶所用的细泥料,因此灌浆壶往往是一般陶土,掺较多的玻璃水制成。
灌浆壶里面也没有拉胚壶的条纹,制作时,把泥料放在球筒里面打48个小时,就变成很细的泥浆,然后再把浆灌到开好的模具里面,等1-2分钟拿出来,放置晾干,烧制就成茶壶了,没有工艺可言。灌浆壶一个人一天可以灌300-500个。
其实出于量产和市场普及的考虑,紫砂注浆工艺在五、六十年代曾一度成为紫砂界的研究课题和前沿工艺。早期由1957年(也有专家说是1958年)无锡惠山泥人厂的两名翻制石膏模的师傅带来量产工艺,并由高永君、汪寅仙等人进行了2年试验,但以失败告终。
主要原因是紫砂不具备注浆成型的物理特性,即便加入水玻璃也未明显提升泥浆流动性。
晚期在1973年由徐秀棠牵头,研究紫砂注浆壶工艺。参加者有:吕尧臣、鲍仲梅、李碧芳、赵洪生等。
由赵负责注浆配方。在配方中加入了相当比例的汕头泥(也有说高领土)和水玻璃,此次试验取得了成功,注浆器经过脱模整理,在外观上几可乱真。从实用角度看,注浆壶非砂器,品茗效果如同玻璃杯,而其量产和工艺性的欠缺,也使得这种成型技术不可能在紫砂行业中推广开来,很快就被遗弃了。
拉胚壶,就是用机械操作,下面一个马达,上面一个圆盘。把泥料放在圆盘上,马达旋转,利用惯性离心力,用手拉出一个壶型来。
潮汕紫陶、广西钦州泥兴陶大部分为手拉胚成型。拉出来后切下,放置晾干,再配壶嘴、壶把(一般都是灌浆制作),装成一把茶壶,放置晾干后再喷浆(很多所谓紫砂礼品套装都是这种方法做成,外面喷一层紫砂砂浆冒充紫砂壶,很容易辨认),经过烧制就可以成为手拉胚茶壶。手拉胚成型是瓷器的通常技法,不属于紫砂成型工艺。
而且,纯正的紫砂是不能用作手拉胚的,一定要加一定量的高岭土才行。手拉胚壶一个人一天可以拉200-300个。一般来说,手拉胚壶里面都有条纹,而灌浆壶里面就没有。
“全手工”与“半手工”全手工成型,就是时大彬所创的用泥条镶接拍打,凭空成型,就是通常所说的“打身筒”和泥片镶接成型的“镶身筒”。
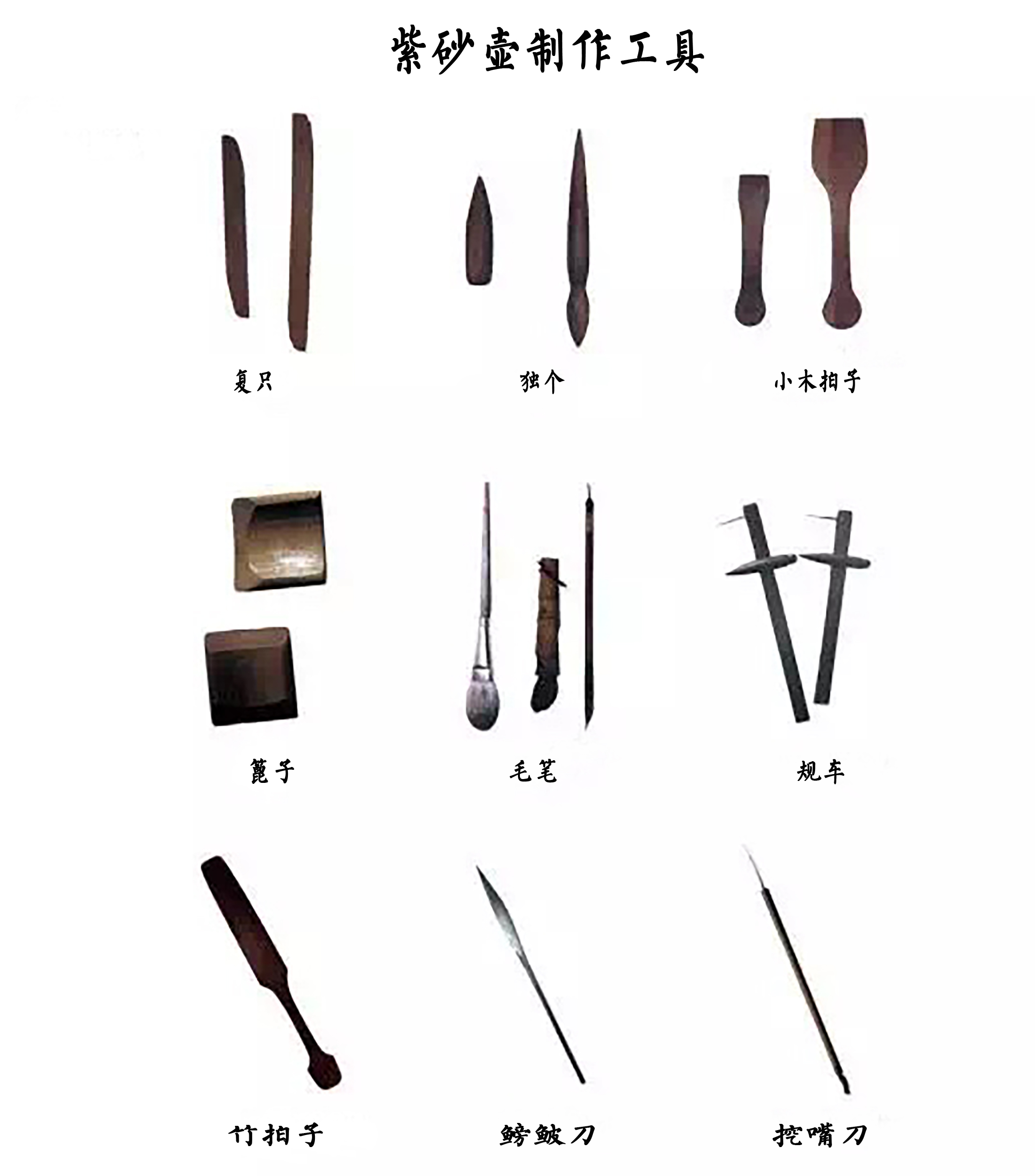
这种古老的手工制作工艺依然是今天紫砂壶制作的独特手法和通用方法。圆壶成型,是先将炼好的熟泥开成一定宽度、厚度、长度的成泥,再把这些泥分割拍打成符合所制器皿要求的泥条和泥片,用规车等工具划出泥条的宽度,旋出口、底以及围片,然后把围片粘贴在转盘的正中,把泥条沿着围片围好,圈接成一个泥筒,再以左手衬托在圆筒内,以右手用薄木拍子,拍打成型。
方器成型,则先将泥切成方形泥块,把方形泥块打成泥片,按产品要求的尺寸配制样板,依样板裁切泥片,把裁切好的泥片,按器皿型制规格要求用脂泥粘贴、镶接成型。手工成型的关键在于泥成型技巧的规范恰到好处及表面的精细加工。
半手工壶,主要指借助石膏模成型工艺。这种工艺是1958年以后引进的新工艺,全称是“挡坯石膏模成型工艺”,也就是用拍打好的泥片、身筒放入石膏模型内整形,然后取出再作加工,便利产品的形制规范。
由此不难看出,所谓“半手工成型”其实还是手工成型,只是更多借助了模型成型和校准。这个方法解决了原手工制作中不易达到的造型困难,极大地丰富了紫砂的造型,使用此法可简化以往异形、多变和具有一定销量的中低档茶壶的复杂工序,是可以起到规范整形作用的辅助工具,对紫砂雕塑的制作生产也起到了决定作用。
既有利于批量生产,又可缩短一般技术工人的学习周期,甚至只要学会打泥后,无须学会打身筒、镶泥片的基本技艺,凭借石膏模便可做茶壶,这种做法是急功近利使然,让很多从业者走捷径,不学基本功,使传统的成型工艺不被重视,承继乏人。
这是目前紫砂成型最为普遍使用的一种工艺。
近年来,紫砂艺人及壶商在兜售紫砂壶时,几乎无一例外地强调“纯手工制作”,并对“是否借助石膏模具成型”极其不屑。这很大程度上是一种“忽悠”、一种策略,借此抬高紫砂壶价格而已。紫砂的生产历史上从来就没有脱离过模具。
供春“斫木为模”,应该就是用于身筒部分,后来行业内流行用“虚坨”,从用途的角度去看,也是模具成型的一种,它所使用的材质有木制的,也有紫砂陶的。
民国时期的一些紫砂名家,在筋瓤货、鱼化龙壶的制作和花货贴花附件的制作上,多有印模的使用。用模具的好处,是提高制作坯件的准确性,提高劳动效率。可以说,模具的使用,有历史的成因,历代紫砂艺人皆有所为,名家也不例外。
对待“模具”成型更没必要讳莫如深。事实上,一件紫砂美器的产生是一个复杂的过程,模具只是寻常工具而已,模具成型之后的局部修饰、整理、装饰等等工序,完全可以充分表达作者的艺术水准,我们平常所说的“壶随字贵、字依壶传”就是一个例证。

(胡洪明——时来运转)
从使用的角度看,可能半手工壶比全手工壶更实用,因为它形制规范、做工精准,倒是全手工壶难免会有一些瑕疵;从收藏的角度看,藏家都迷信“全手工”,事实上,“半手工”也不是没有收藏价值。
顾景舟大师的关门弟子吴群祥就认为有些器型用拍、打、镶很方便能达到效果,有些器型对壶体曲线要求更精确更优美,用模子准形则更能达到设计的预期,拍身筒也好,拍身筒后再在模子里准形也罢,在整个制作过程中只占很小的用功量,决定作品最终效果的有诸多因素,从设计构思,到泥料制备,各部件的和谐,各细部的精工细作,整体的协调,及到烧成火候等等。
当代大师中相当部分除了少数传统器型外,大部分作品会选择用模具准形以达到更佳的形体效果,但为了避免是非通常大师都不会说自己用了模子!
顾景舟曾说:“抽象地讲紫砂陶的审美,可以总结为形、神、气、态这四个要素形成,即形式的美,是指作品的外轮廓,也就是具象的层面;神,即神韵,一样能令人意远体验出精神美的韵味;气,即气质,陶艺所内含的和谐协调色泽本质的美;态,即形态,作品的高、低、肥、瘦、 刚、柔、方、圆的各种座姿态。从这几个方面贯通一气,才是一件真正精美的好作品。”
可见,一个好作品是作者工艺、艺术修养的综合体现,而不是拘泥于是否“纯手工”。
当然,“全手工”与“半手工”,两者的区别还是很大,但是,在茶壶堆里也不易甄别,需要丰富的经验,尤其是当今市场上还有很多的“仿全手工壶”,更是让人防不胜防。在此为之一辩,旨在说明紫砂壶收藏不必执着于“全手工”。


